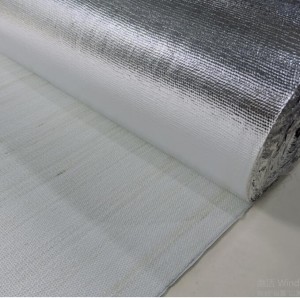
FG-Katalog Fiberglass Snažan i lagan proizvod od fiberglasa



Primena proizvoda: Traka od staklenih vlakana se uglavnom koristi u industriji: toplotna izolacija, vatrootporna, usporavajuća zapaljenja, zaptivanje itd. Posebno se primenjuje za zaptivanje i zaštitu svih vrsta kamina u domaćinstvu.
Tehnički pregled:
Radna temperatura:
550℃
Raspon veličina:
Širina: 15-300 mm
Debljina: 1,5-5 mm
Standardna dužina: 30M
Više znanja o fiberglasu
FIBERGLASS PREĐA
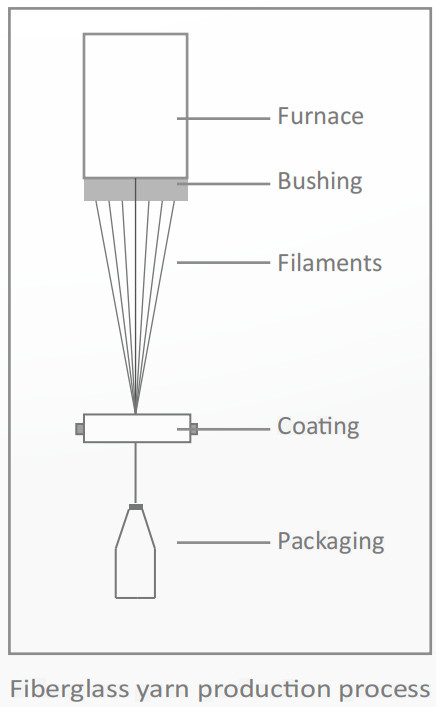
Proces pretvaranja rastopljenog stakla u vlakna zagrijavanjem i izvlačenjem stakla u fina vlakna poznat je milenijumima; međutim, tek nakon industrijskog razvoja tokom 1930-ih godina omogućena je masovna proizvodnja ovih proizvoda pogodnih za primjenu u tekstilu.
Vlakna se dobijaju kroz proces od pet koraka poznat kao šaržanje, topljenje, fiberizacija, premazivanje i sušenje/pakovanje.
• Batching
Tokom ovog koraka, sirovine se pažljivo vagaju u tačnim količinama i temeljno miješaju ili doziraju. Na primjer, E-staklo se sastoji od SiO2 (silicijum dioksid), Al2O3 (aluminijum oksid), CaO (kalcijum oksid ili kreč), MgO (magnezijum oksid), B2O3 (borov oksid), itd…
• Topljenje
Nakon doziranja materijal se šalje u posebne peći sa temperaturom od oko 1400°C. Obično su peći podijeljene u tri dijela sa različitim temperaturnim rasponom.
• Fiberizacija
Istopljeno staklo prolazi kroz čahuru od legure platine otporne na eroziju sa određenim brojem vrlo finih fiunih otvora. Mlaz vode hladi filamente dok izlaze iz čahure i sukcesivno se skupljaju zajedno pomoću namotača velike brzine. Pošto se ovde primenjuje napetost, mlaz rastopljenog stakla se uvlači u tanke filamente.
•Premaz
Na filamente se nanosi kemijski premaz koji djeluje kao mazivo. Ovaj korak je neophodan kako bi se filamenti zaštitili od habanja i lomljenja dok se skupljaju i namotaju u pakete koji se formiraju.
•Sušenje/pakovanje
Izvučeni filamenti se skupljaju u snop, formirajući staklenu niti sastavljenu od različitog broja filamenata. Pramen se namotava na bubanj u paket za formiranje koji podsjeća na kalem konca.
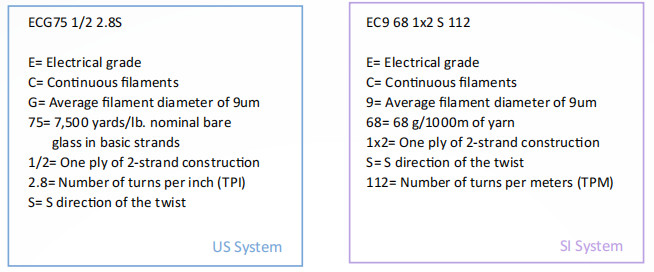
NOMENKLATURA PREĐA
Staklena vlakna se obično identifikuju ili po uobičajenom sistemu u SAD (sistem inč-funta) ili po SI/metričkom sistemu (TEX/metrički sistem). Oba su međunarodno priznati mjerni standardi koji identificiraju sastav stakla, tip filamenta, broj niti i konstrukciju pređe.
Ispod su specifični sistemi identifikacije za oba standarda:
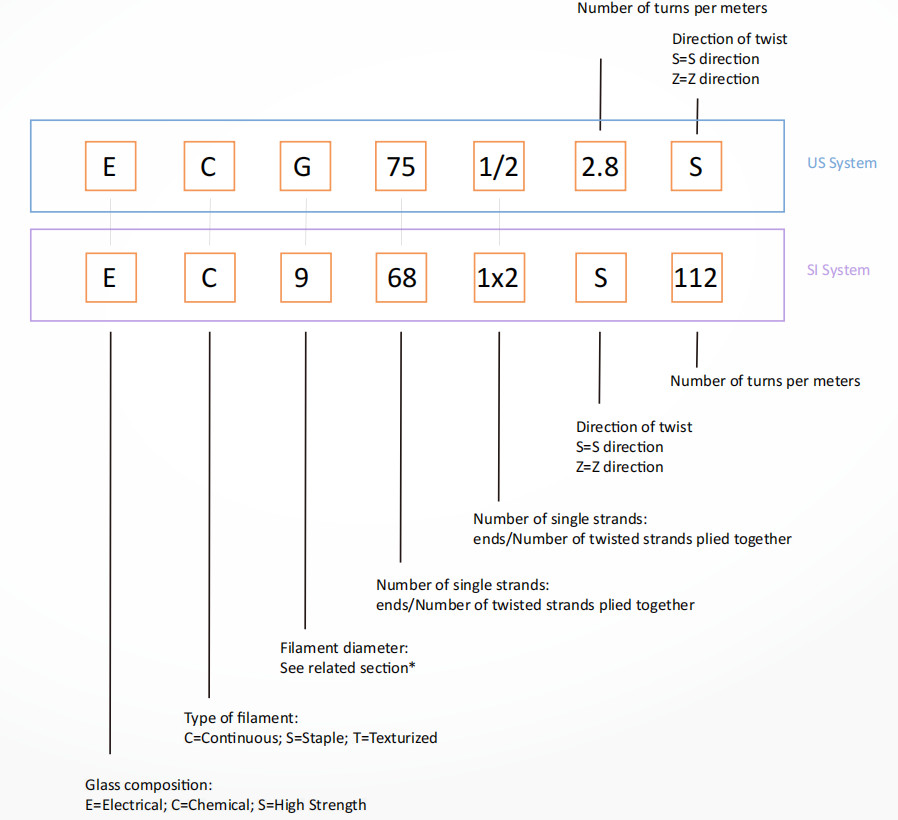
NOMENKLATURA PREĐA (nastavak)
Primjeri sistema identifikacije pređe
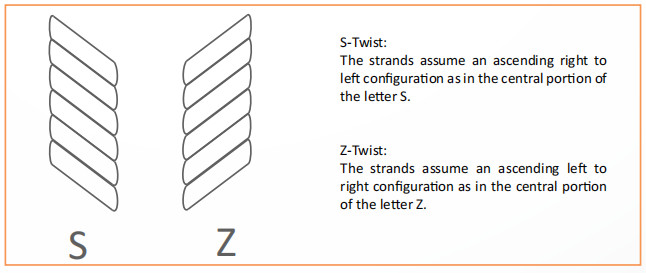
Twist direction
Uvijanje se nanosi mehanički na predivo kako bi se pružile prednosti u smislu poboljšane otpornosti na habanje, bolje obrade i veće vlačne čvrstoće. Smjer uvijanja se obično označava slovom S ili Z.
S ili Z smjer pređe može se prepoznati po nagibu pređe kada se drži u vertikalnom položaju
NOMENKLATURA PREĐA (nastavak)
Prečnici pređe -Uporedne vrijednosti između US i SI sistema
| američke jedinice (slovo) | SI jedinice (mikroni) | SI jediniceTEX (g/100m) | Približan broj filamenata |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Usporedbe vrijednosti - Strand Twist
| TPI | TPM | TPI | TPM |
| 0.5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
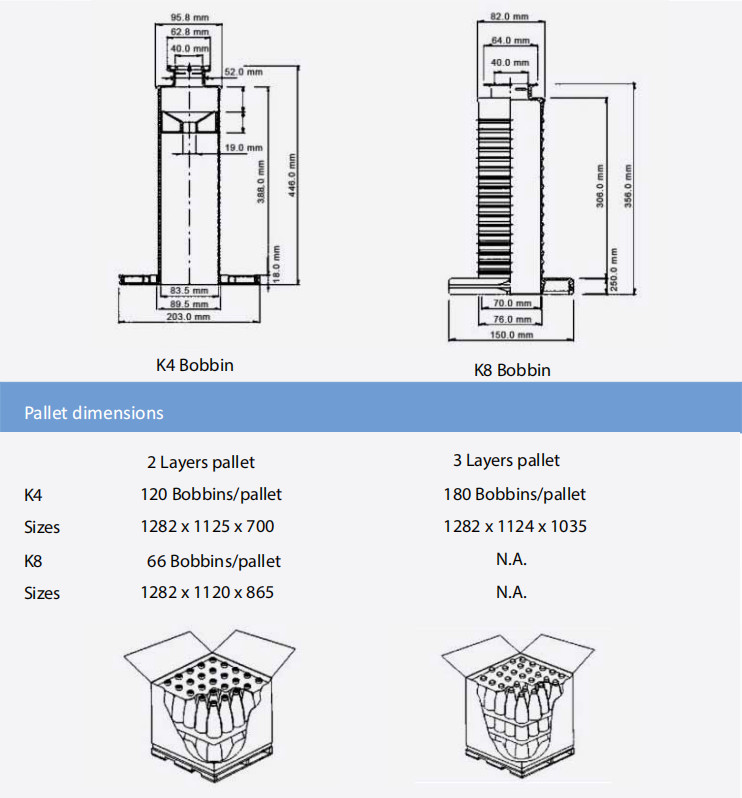
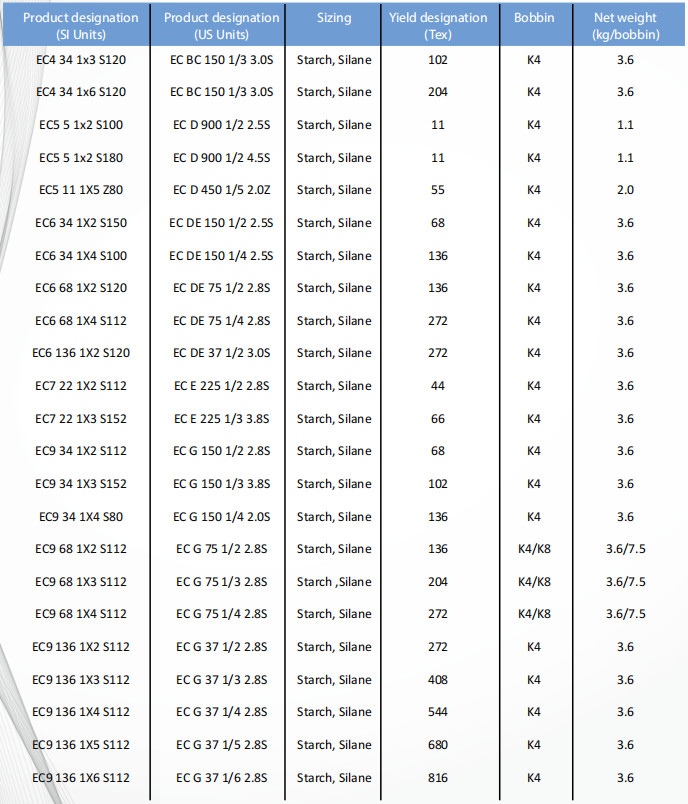
PREĐA
E-Glass Kontinuirano upredeno pređe
Pakovanje
E-Glass Kontinuirano upredeno pređe